-
 重庆沙坪坝区融汇温泉城童话里D区5栋1905
重庆沙坪坝区融汇温泉城童话里D区5栋1905
-
 cqzhongrui160322@163.com
cqzhongrui160322@163.com
-
 王总: 13708368233
王总: 13708368233

管道的加工及连接
来源:www.cqzrhj.com 发布时间:2024年01月03日
管子的加工及连接是安装工程的重要环节,是将工程设计的转化为工程实体,将各管道设备连接为系统重要过程。
管子调直及切断:
一、管子调直
冷校直,较小管径,弯曲程度不大DN<50;
热校直,较大管径,弯曲程度较大DN>50。
二、管子切断
目的:根据管路安装需要的尺寸、形状、将管子切成管段,又称下料。
要求:
a、尺寸准确;
b、切口平整,无裂纹、重皮、毛刺、凹凸、缩口、熔渣、氧化物和铁屑等;
c、切口断面和管子轴心线垂直,倾斜偏差Δ不应大于管子外径的1%且不超过3mm。
方法:手工切断、机械切断。
适用场所:手工切断:小管径切割,施工现场;
机械切断:工厂车间,大直径管子。
常用工具及设备:
1.小型切管机切割:
钢锯:手工现场操作,DN<50,劳动强度大,速度慢、切口不收缩、灵活。
滚刀切管器:速度快、切口平直、但产生缩口、需用纹刀刮平,劳动强度低、适合用于工地。
砂轮切割机:速度快、切口直、无缩口、噪声大、适合于现场。
2.氧气-乙炔焰切割
适合于大口径管DN>100,劳动强度低,要磨平割口,也可以切割钢板10~100mm厚,氧气、乙炔气。
3.大型机械切管机切割:
适合于大口径管件切割,并完成坡口加工。DN75~DN600,δ=12~20mm厚。
4.管子錾切:适用于铸铁管、陶土管和混凝土管。
5.等离子切割:采用等离子切割,速度快、切口小、平直。
气体在电弧高温下,被电离成电子和正离子等离子体经过热、磁收缩效应变成高温高能15000℃温热气流。
管螺纹加工:
1.管螺纹
管道中螺纹连接所用的螺纹称为管螺纹。与普通螺栓的螺纹不同,管螺纹是英制螺纹,因为要保证加工螺纹后管子的强度,所以管螺纹都采用细牙螺纹。
钢管外端部加工螺纹,拧上带有内螺纹的管件或阀门,组成管道系统,用于DN≤65,特别是DN15~40及需定期检修拆卸的场所。
管螺纹:
圆柱形-螺纹深度及每圈螺纹直径皆相等,严密性差,便于加工管件内螺纹。
圆锥形-各圈螺纹直径均不相等,从端部刮板部成锥台,越拧越紧,接口严密钢管外螺纹均为圆锥形。
管子螺纹连接:
锥接柱:圆锥到螺纹和圆柱内螺纹连接,就用最多。
柱接柱:管道应用较小,螺栓、螺母常用。
锥接锥:内锥螺纹加工困难,仅用于要求严密的中高压管道中或有油气管中。
2.管螺纹加工
人工套丝纹板、手工套丝和电动机械套丝。扳牙有顺序要求,每套扳牙能套两种管径,管径定扳牙。
机械套丝,电动套丝机套丝用于外螺纹。
车床加工,螺纹车床加工用于内螺纹。
3.管口螺纹的保护
用管箍或塑料管箍起来。
目的:防止在运输途中碰坏螺纹。
如加工后需放置,涂废机油,再加以保护,以防止生锈。
钢管的坡口:
1.坡口的形式:
目的:保证焊接质量,保证焊缝质量,焊缝达到一定熔涤。
坡口间距及规格由国家标准规定,间距一般为δ的0.35~0.4。
分为:V型、X型、双V型和U型等。
2.坡口加工
高压管道短管的坡口采用车床加工;
长管道的坡口采用移动式坡口加工机加工;
合金钢高压管道尽可能不采用氧气-乙炔焰切割法。
坡口角度过大:浪费焊条,机械性能不稳。
坡口角度过小:不易焊透。
3.管端坡口的保护
管件制作:
模压弯管:有缝模压弯管、无缝模压弯管;
焊接弯管:适用于管径较大、弯曲管径较小的弯管制作。
热推弯管:能保证壁厚均匀。
折皱弯管:用于公称直径100~600mm、压力不超过2.5MPa的弯管。
三通管制作
挤压三通:复合挤压和正挤压。
焊接三通:弯管型、直角型和平焊口三种。
变径管制作
按标准外购或现场制作:焊接变径管;缩口变径管;钢板卷制变径管。
弯管加工:
质量要求:
弯曲均匀,没有缺陷和折皱。
弯曲任一截面上的最 大外径与最 小外径差应符合规定。
成型弯管前、后管壁厚度的规范。
管端中心偏差规范。
影响弯管质量的主要因素是弯曲半径R。
分析R值大小的利弊,受力及阻力方面:
R大,阻力小,占空间大,不美观,强度高;
R小,阻力大,占空间小,美观,强度小。
R的取值:1.5~4D。
机械煨弯:热煨R=3.5D,冷煨R=4D。冲压弯头R=1.5D,焊接弯头R=1.5D。
弯管加工方法:
1)手工冷弯法,专用弯管工具。
2)机械冷弯法,电动弯管机。无芯冷弯弯管;有芯冷弯弯管。
3)管子灌砂热煨法。
4)机械热煨弯法,火焰弯管机。
5)冲压弯头:板材压制:有缝弯管,有英制管段,较小。
管段压制:无缝弯管,有标准R=1~1.5D和法兰压力相配,4MPa、64MPa、 80MPa。
优点:①工厂化生产;② 劳动强度低;③曲率半径小;④价格便宜。
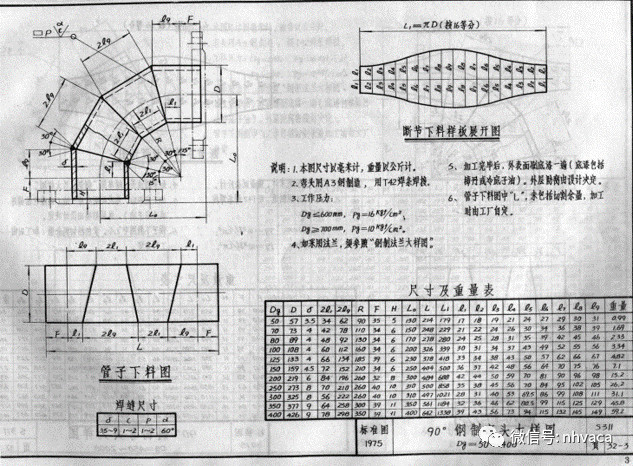
6)焊接弯管,虾米弯。
采用钢管焊接:90°、两节、三节、四节、六节。
管子链接:
钢管连接基本方法:

钢管螺纹连接
钢管外端部加工螺纹,拧上带有内螺纹的管件或阀门,组成管道系统,用于DN≤65,特别是DN15~40及需定期检修拆卸的场所。
(一)管螺纹连接常用工具及填料
1、工具:管钳,分张开式和链条式, 旧书37页图张开式,广泛应用链条式,用于大管径,地沟中操作。
管钳选用要根据不同管径选择管钳规格。小管大管钳,拧坏管件;大管小管钳,拧不紧,损坏管钳。
2、填充材料
作用:增加管子接口的严密性、防止锈蚀、便于装卸。
种类:
① 麻丝沾白铅油(铅丹粉拌干性油),聚四氟乙烯胶带,低温水管道,供水95℃,回水55℃。
② 黑铅油(石墨粉拌干性油)和石棉绳,高温水暖管道,供水110℃~130℃。
③ 黄丹粉拌甘油-氧气管道。
④ 氧化铅粉拌甘油-氨气管道。
(二)螺纹连接方法
1.短丝连接
2.长丝连接
3.活接头连接
4.根母连接
(三)螺纹安装要求
螺纹安装时应能使管端螺纹先以手拧入被连接零件2~3扣,再用管钳子紧入。
外露螺纹不宜过长,以留有2扣为合适。
连接采用的填料应根据管道输送的介质选择,以达到连接严密性。
弯头连接后,应把挤到外面的油麻填料处理干净。
(四)螺栓的选用
按有关标准规定选择螺栓、螺母。
螺栓长度应大于螺栓直径的一半,并应高出螺母2~5丝。
一般情况下:

大口径管道中及高压管路系统中,阀门及管道附属设备与管道的连接,多采用法兰连接。
连接要求:
1、法兰规格、承受压力、工作温度、法兰与管段的焊接形式,在设计图纸中均要作出明确的规定;如果设计图纸未作明确规定,要按法兰标准表进行选择。
2、法兰中心与管子中心应在一条直线上。
3、法兰密封面与管子中心轴线垂直。
4、两个连接的法兰盘上的螺孔应对应一致,同一根管两端的法兰螺孔应对应一致。
法兰连接特点:结合强度高,严密性好,拆卸安装方便。
法兰组成:法兰盘、螺栓。
法兰材料:钢板、不锈钢板、铸钢、铸铁、塑料。
(一)类型:
法兰盘和管子连接方式:平焊法兰、对焊法兰、翻边法兰、螺纹法兰。
法兰标准:HG5008~5028-58,SYJ4-64,J B78~85-59,GB2555-81。
法兰规格规定:公称压力下各种法兰的结构尺寸
PN≤0.25MPa,0.6MPa,1.0MPa,1.6MPa,2.5MPa,4.0MPa。
(二)连接方法适用场所
螺纹法兰:适用钢管和铸铁法兰,镀锌管与钢法兰,不同材质的连接。
平焊法兰:应用最广,和管子焊接。
对焊法兰:高压管路上应用,材料为铸钢。
翻边法兰:用于要求法兰盘活动便于对齐的场所,也可用于铸铁法兰和钢管,钢法兰和有色金属管的连接。
(三)法兰连口要求:
盘面最 大间隙和最 小间隙差值应在规定的范围内,保证法兰面互相平行,接口压合严密。
DN↑,间隙↑;Pn↑,间隙↓。
(四)法兰垫片:厚度一般为3~5mm,材质和介质性质参数有关。
橡胶板:用于水、蒸汽、酸碱液体PN0.6~1.0MPa,不大于120℃,一般60℃以下。
石棉橡胶板:用于水、蒸汽、空气、油、煤气等PN1.6~10MPa≤450℃。
塑料板:用于水、空气、酸碱溶液 PN≤0.6MPa≤50℃。
铜、铝板:用于高温、高压蒸汽、油PN≤20MPa≤600℃。
(五)法兰密封面形式
1、光滑式:多用于平焊法兰,常用P≤1.6MPa。
2、凹凸式:多用于对焊法兰,高温高压P≤10.0MPa。
3、榫槽式:用于高温、高压、要求密封严的管道。
三、钢管的焊接
(一)焊接原理及优点
原理:将管子接口处及焊条加热,达到熔化状态,使两个被焊件连接成一整体。
分类:手工电弧焊,氧乙炔气焊、氩弧焊、等离焊、冷压焊、点焊等。
优点:1、接口牢固紧密δh≥0.85δg。
2、构造简单,管路美观,节省管件。
3、焊口严密不填料,减少维修工作。
4、焊接不受管径限制,速度快,劳动强度低。
(二)焊接方法
1、气焊,氧、乙炔进行焊接:C2H2+O2焊接温度3100~3300℃
组成:①电石 CaC 加水生成C2H2。
CaC+H2O→C2H2↑+Ca(OH)2+热量
②氧气 纯度98% 压力15MPa钢瓶(天蓝色)
③焊条和所焊钢管成份一致。
④乙炔发生器(电石桶)钟罩式乙炔发生器,现在多由乙炔气并代。
⑤氧气瓶及调节器,15MPa氧气调节为0.3~0.5MPa。氧气瓶和乙炔气瓶相隔5米以上。
⑥高压胶管、氧气管2MPa、乙炔气管0.5MPa试压。
⑦焊枪,气体混合,产生火焰,焊接,调节气量可调火焰大小。
用途:管径较小,壁厚较薄时,常用气焊。
2、电焊
按自动化程度可分为:
手工电弧焊:中小壁厚,不便自动焊的工件。
自动焊接:大中径管口,焊缝规整工件。
按电焊机类型:
直流电焊机焊接:电流稳定焊接质量较好,不锈钢焊接。
(焊接发电机)小电流,薄件,常用于有极性要求的合金、有色金属。
交流电焊机焊接:电源方便,成本低,一般焊接。
气体保护焊、氩弧焊(采用氩气对焊缝进行保护):用于不锈钢,合金焊接。
压焊:利用高压将焊件压焊在一起。
点焊:利用电产生高温将焊件点焊在一起。
(三)焊接方式
按其操作位置分为:平焊、立焊、横焊、仰焊。
①平焊:常规焊。
②立焊:应由下向上焊,较细焊条,较小电流。
③仰焊:顶焊,难操作,细焊条,较小电流,短电弧,间歇焊,仰焊电流应比平焊电流小10% ~20%。
(四)电气焊选用
电焊:快速、经济、常用、较原件t≥4mm,变形小,操作方便。
气焊:较薄件、低温管道t≤-30℃,防焊缝收缩变形裂纹,采暖DN≤50,δ≤3.5。
(五)焊接质量检查
1、外观检查,用肉眼或放大镜观察,焊缝处焊肉堆纹粗细,厚薄均匀,整齐、尺寸是否合乎标准,以及焊缝处有无夹渣、气孔、裂纹、管子内外表面有无残渣、弧坑焊瘤。
2、焊缝的无损检验
(1)X光和超声波检验,适合于压力管道。
(2)焊缝渗透试验,大型容器制作。
(3)水压试验,Ps=1.25~1.5Pg,管道工程,整体工程。
3、强度试验
抽查5%进行强度试验,进行位伸、静力弯曲试验。
δh≥0.85δg (MPa)
δh=0.01P/F (MPa)
δh 焊缝拉强度 MPa
δg 工件抗拉强度 MPa
P 拉伸试验破坏力 N
F 焊缝断面积 cm2
弯曲试验方法当弯曲角达到70℃(气焊)或100℃(电焊)时,弯曲面上无裂缝为合格。
(六)塑料管的焊接
利用加热将塑料熔化后使塑料管子或管件结合。
可分为:热空气焊接、超声焊接、高频焊接、感应焊接和摩擦焊接等。
建筑设备最常用热空气焊接法。
来源:筑龙给排水
声明:此文版权归原作者所有,仅作行业分享,若有来源错误或者侵犯您的合法权益,您可与我们取得联系,我们将及时进行处理。
【相关产品】



版权声明:本网站所刊内容未经本网站及作者本人许可,不得下载、转载或建立镜像等,违者本网站将追究其法律责任。 本网站所用文字图片部分来源于公共网络或者素材网站,凡图文未署名者均为原始状况,但作者发现后可告知认领, 我们仍会及时署名或依照作者本人意愿处理,如未及时联系本站,本网站不承担任何责任。备案号:渝ICP备2021002381号-1
 渝公网安备 50010602503057号
渝公网安备 50010602503057号